Cięcie laserowe zyskało ugruntowaną pozycję w obróbce blachy, zwłaszcza w przypadku cieńszych materiałów. Powód: w przeciwieństwie do wykrawania lub ścinania, laser jest wyjątkowo elastycznym narzędziem. Oznacza to, że cięcie laserowe jest często opłacalne już od partii o wielkości 1. Wiele warsztatów wyspecjalizowało się w tym procesie, ponieważ mogą go wykorzystać do łatwej produkcji nowych elementów dla różnych klientów.

Specjalne światło umożliwia cięcie laserowe
Laser (od słów "wzmocnienie światła przez stymulowaną emisję promieniowania") odnosi się zarówno do wiązki, jak i urządzenia używanego do generowania wiązek laserowych. Wiązka laserowa używana do cięcia jest zatem falą elektromagnetyczną. Fale te różnią się od zwykłego światła kilkoma czynnikami: wysoką intensywnością, często bardzo wąskim zakresem częstotliwości (światło monochromatyczne), ostrym wiązaniem wiązki i dużą koherencją (fale mają stałą zależność fazową w propagacji przestrzennej i czasowej). Wiązka laserowa może podgrzać i poddać ablacji niemal każdy materiał, co w fizyce nazywa się ablacją.
Lasery są często nazywane zgodnie z właściwościami ich optycznego ośrodka laserowego, tj. materiału, który generuje światło lasera. Ważne dla obróbki blachy są przede wszystkim laser CO2 z gazowym medium laserowym i laser światłowodowy, który działa z włóknami szklanymi.
Cięcie laserowe składa się z dwóch procesów
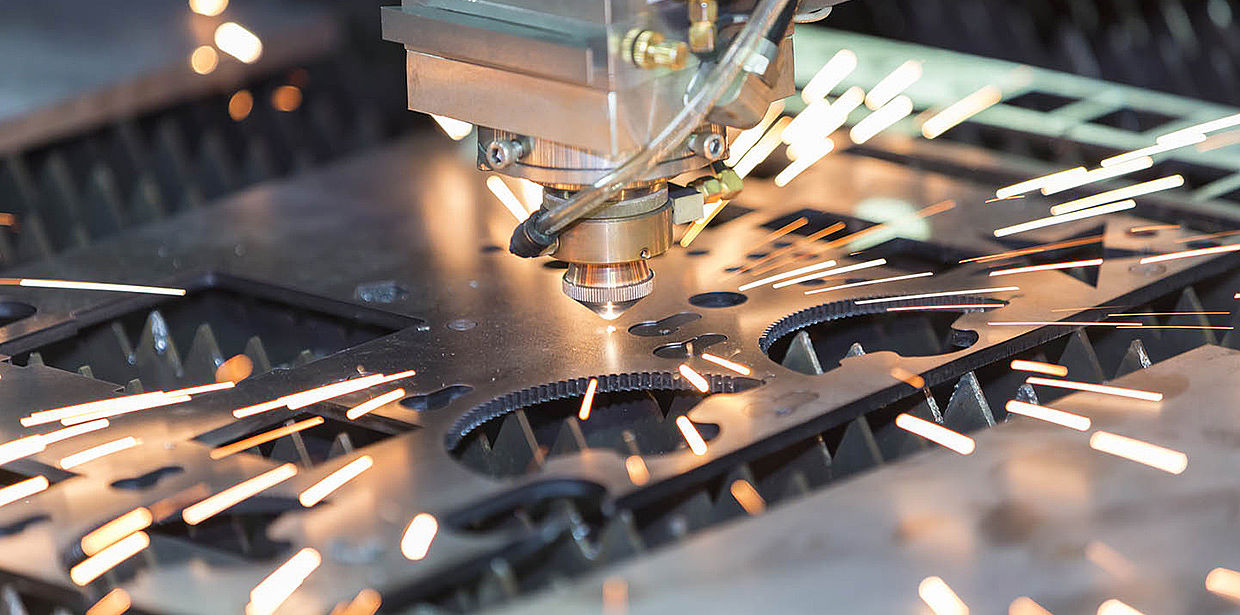
Ściśle mówiąc, podczas cięcia laserowego zachodzą jednocześnie dwa procesy: Po pierwsze, materiał na froncie cięcia pochłania wiązkę lasera i nagrzewa się. Po drugie, gaz wydmuchujący wydmuchuje usunięty materiał ze szczeliny cięcia, chroniąc w ten sposób optykę ogniskującą przed oparami i rozpryskami.

W zależności od tego, czy materiał jest usuwany z rzazu jako ciecz, produkt utleniania lub para, rozróżnia się cięcie wiązką laserową, cięcie wiązką laserową i cięcie wiązką laserową.
Cięcie laserowe może również powodować konieczność usuwania zadziorów.
Ma to również wpływ na powstawanie zadziorów. Prawdą jest, że części laserowe wykonane ze stali miękkiej i stali nierdzewnej mogą być wolne od zadziorów, w zależności od grubości i złożoności konturu. Jednakże, aby tak się stało, optyka ogniskująca i parametry procesu muszą być optymalnie dostosowane. Jednak im grubsze są części, tym większa jest utrata wtopienia. Wąskie kontury mogą również powodować konieczność ponownej obróbki. Tworzenie się zadziorów jest nieuniknione w przypadku części wykonanych z aluminium, które są cięte laserem.
W przypadku laserów płaskich sklejenia występują również na spodniej stronie arkusza z powodu odbić od siatki nośnej. Nie można temu zapobiec, nawet jeśli wszystkie parametry są idealnie wyregulowane. W przypadku cięcia laserowego, krawędzie cięcia mają również warstwę tlenku po procesie, którą należy usunąć.
Cięcie laserowe sprawdza się w przypadku stali o grubości do około 40 mm, stali nierdzewnej do około 50 mm i aluminium do 25 mm. Jednak aluminium jest materiałem trudnym do cięcia, ponieważ odbija dużą część promieniowania laserowego, a wysoka przewodność cieplna rozprasza dużo energii ze szczeliny cięcia. To samo dotyczy miedzi.
Zaokrąglanie krawędzi po cięciu laserowym jest koniecznością
Nawet idealnie wycięte części są często obrabiane za pomocą gratownicy, ponieważ cięcie laserowe ma bardzo ostre krawędzie. Jest to nawet bardziej prawdziwe w przypadku laserów światłowodowych niż laserów CO2. Ponieważ wielu klientów wymaga nie tylko gratowania, ale także zaokrąglania krawędzi, ten etap procesu jest absolutnie niezbędny.


