O corte a laser se tornou bem estabelecido no processamento de chapas metálicas, especialmente para chapas mais finas. O motivo: em contraste com o corte por puncionamento ou cisalhamento, o laser como ferramenta é excepcionalmente flexível. Isso significa que o corte a laser geralmente vale a pena a partir de um lote de 1. Muitas oficinas se especializaram nesse processo, pois ele permite que elas produzam facilmente novas peças de trabalho para seus diversos clientes.
A luz especial possibilita o corte a laser
Laser (composto pelas palavras "amplificação de luz por emissão estimulada de radiação") refere-se tanto ao feixe quanto ao dispositivo usado para gerar feixes de laser. O feixe de laser usado para o corte é, portanto, uma onda eletromagnética. Essas ondas diferem da luz comum por vários fatores: a alta intensidade, a faixa de frequência geralmente muito estreita (luz monocromática), a focalização nítida do feixe e a alta coerência (as ondas têm uma relação de fase fixa na propagação espacial e temporal). Um feixe de laser pode aquecer e ablacionar praticamente qualquer material, o que é conhecido na física como ablação.
Os lasers geralmente são nomeados de acordo com as propriedades de seu meio óptico de laser, ou seja, o material que gera a luz do laser. Olaser de CO2 com um meio de laser gasoso e o laser de fibra, que funciona com fibras de vidro, são particularmente importantes para o processamento de chapas metálicas.

O corte a laser consiste em dois processos
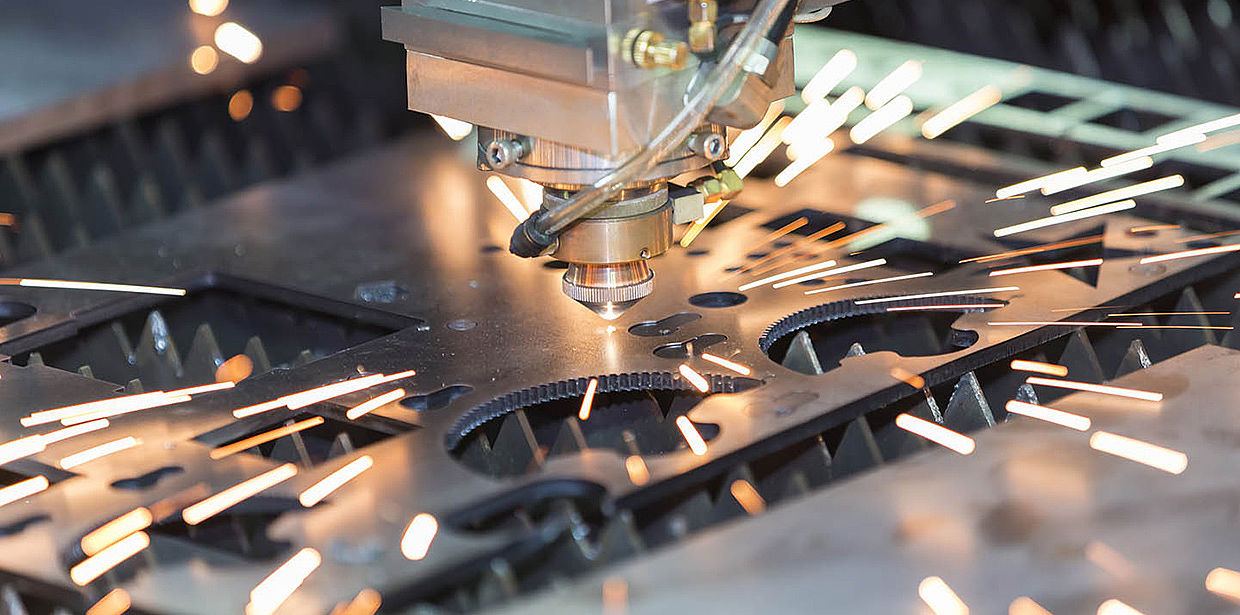
Para ser mais preciso, dois processos ocorrem simultaneamente durante o corte a laser: Em primeiro lugar, o material na frente de corte absorve o feixe de laser e se aquece. Em segundo lugar, o gás de explosão sopra o material ablacionado para fora do corte e, assim, também protege a óptica de focalização de vapores e respingos.
Dependendo do fato de o material ser removido da fenda como líquido, produto de oxidação ou vapor, é feita uma distinção entre corte por fusão com feixe de laser, corte por chama com feixe de laser e corte por sublimação com feixe de laser.

O corte a laser também pode tornar necessária a rebarbação
Isso também tem consequências para a formação de rebarbas. Dependendo da espessura e da complexidade do contorno, as peças a laser feitas de aço carbono e aço inoxidável podem, de fato, ser livres de rebarbas. Entretanto, a óptica de focalização e os parâmetros do processo devem ser ajustados de forma ideal para isso. Entretanto, quanto mais espessas forem as peças, maior será a perda por fusão. Os contornos estreitos também podem tornar necessário o pós-processamento. A formação de rebarbas é inevitável em peças de alumínio cortadas com o laser.


Com os lasers de mesa, o acúmulo também ocorre na parte inferior da chapa devido aos reflexos da grade de suporte. Isso não pode ser evitado, mesmo que todos os parâmetros estejam perfeitamente harmonizados. Com o corte a laser por chama, as bordas cortadas também são cobertas por uma camada de óxido após o processo, que deve ser removida.
O corte a laser funciona com aço até uma espessura de chapa de cerca de 40 mm, com aço inoxidável até cerca de 50 mm e com alumínio até 25 mm. Entretanto, o alumínio é difícil de cortar porque reflete uma grande parte da radiação do laser e porque sua alta condutividade térmica dissipa muita energia da fenda de corte. O mesmo se aplica ao cobre.
O arredondamento das bordas após o corte a laser é obrigatório
Mesmo as peças cortadas com perfeição costumam ser retrabalhadas com uma máquina de rebarbação, pois um corte a laser tem bordas muito afiadas. Isso é ainda mais verdadeiro para os lasers de fibra do que para oslasers de CO2. Como muitos clientes não querem apenas peças rebarbadas, mas também peças com bordas arredondadas, essa etapa do processo é absolutamente essencial.


