
Existem duas aplicações possíveis para a punção: Como um processo de corte para a fabricação de peças planas ou para inserir formas e contornos em uma folha de metal. Na produção industrial, as máquinas de puncionamento e as ferramentas de puncionamento são usadas para essa finalidade. Leia este artigo para saber o que você precisa observar para garantir que as peças puncionadas possam ser reutilizadas adequadamente.
A perfuração cria um lado bom e um lado ruim
Embora pareça assim à primeira vista, a perfuração não cria um corte contínuo. Um corte é criado na área superior da folha devido às forças com as quais o punção pressiona a folha. Entretanto, as mesmas forças também fazem com que o material se quebre na área inferior. Isso se deve ao fato de o punção sair do material. A quebra também cria as típicas rebarbas de puncionamento na parte inferior da peça de trabalho. É por isso que as peças perfuradas são chamadas de "lado bom" e "lado ruim".
Para que a punção funcione, deve haver um espaço entre as bordas de corte do punção e da matriz. O tamanho dessa folga de corte depende da resistência e da espessura da chapa metálica. Geralmente, é de 2 a 5 % da espessura do material. O tamanho da folga de corte influencia o processo de produção e a qualidade das peças estampadas. Isso também inclui a altura da rebarba.
As rebarbas de puncionamento devem ser removidas
Como a punção é usada preferencialmente para chapas finas, a altura da rebarba é bastante baixa. Normalmente, as rebarbas de perfuração se projetam no máximo 0,2 mm acima do material. Entretanto, as rebarbas nunca podem ser totalmente evitadas com esse processo. Além disso, as rebarbas de puncionamento podem ser particularmente incômodas durante o processamento posterior das peças, pois são extremamente afiadas. No entanto, elas podem ser removidas por pressão, pois são criadas apenas por cisalhamento. Uma máquina de rebarbação com escova, normalmente usada no processamento de chapas finas de metal, é suficiente para removê-las completamente.

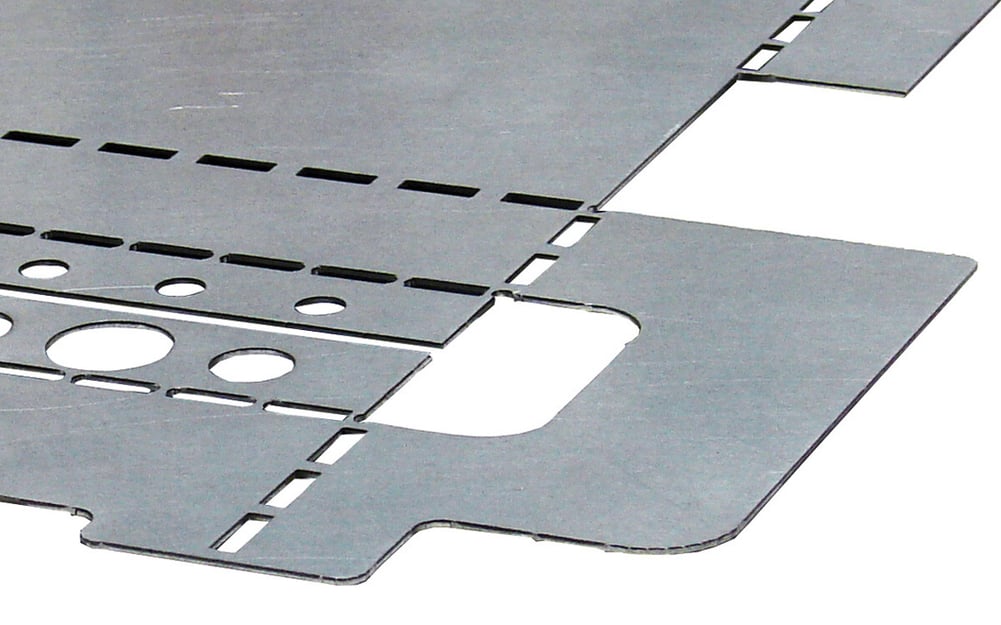
Topo: Chapa metálica perfurada antes da rebarbação
Um caso especial de puncionamento é o chamado processo de nibbling. Isso envolve o uso de uma ferramenta de puncionamento aberta em um lado para alinhar vários furos ao longo da borda da chapa. Isso permite criar uma linha de separação e até mesmo projetar livremente seu formato. Isso não é possível com a punção ou o cisalhamento convencionais, pois o processo de corte sempre depende da ferramenta. O corte produz rebarbas semelhantes às do puncionamento, que devem ser removidas da mesma forma.
Top: Chapa metálica puncionada após rebarbação


