
There are two possible applications for punching: as a cutting process for manufacturing flat parts or for inserting shapes and contours into sheet metal. During manufacturing, punching machines and punch tools are used for this purpose. Read this article to find out what you need to look out for to ensure that punched parts can be be used efficiently without the need for rework.
Punching generates a good and a bad side of the part
Although it looks like this at first glance, punching does not create a continuous cut. A cut is created in the upper area of the sheet due to the forces with which the punch tool presses against the sheet. However, the same forces also cause the material to break in the lower area. This is due to the punch exiting the material. The breaking also creates typical punch burrs on the underside of the material. This is why punched parts are referred to as having a "good side" and a "bad side".
For punching to be done efficiently, there must be a gap between the cutting edges of the punch and die. The size of this cutting gap depends on the strength and thickness of the sheet metal. It is usually 2 to 5% of actual the material thickness. The size of the cutting gap influences the production process and the quality of the final punched parts. This also includes the burr height.
Burrs caused by punching must always be removed
As punching is preferable used for thin sheet metal, the height of the burrs are rather low. Typically, punching burrs protrude a maximum of 0.2 mm above the material. However, burrs can never be completely avoided with this process. In addition, punching burrs can be particularly costly and dangerous during further processing of the parts because they are extremely sharp. However, these burrs can be removed with the right solution. For example, with an automated deburring machine that works with brush tools to remove the remaining burrs from the sheet metal.

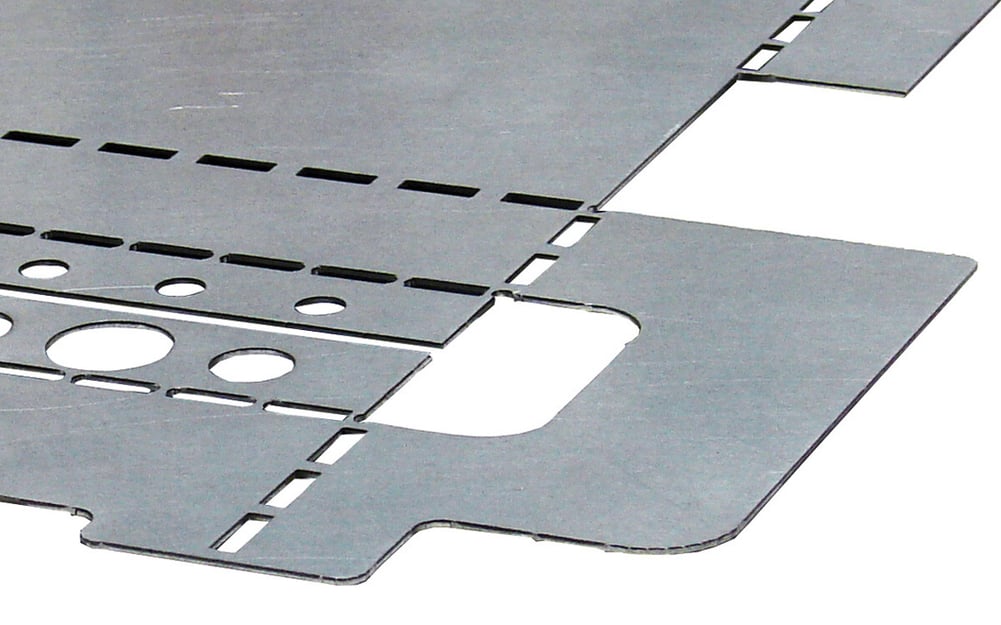
Above: punched sheet metal part prior to deburring
A special type of punching is known as nibbling. This involves using a punching tool that is open on one side to line up many holes along a sheet metal edge. This makes it possible to create a parting line and even freely design its shape. This is not possible with conventional punching or shearing, as the cutting process always depends on the tool. Nibbling produces similar burrs to punching, which have to be removed in the same way. 
Above: punched sheet metal part after deburring


